CNC Router
Lucrarea pe care vreau
s-o prezint este masinaria din imaginea alaturata, si anume o tentativa de CNC
router. Spun asta pentru ca este o masina construita cu un buget „de criza”, ca
urmare si performantele sunt oarecum modeste.

O solutie de buget
De la inceput vreau sa
precizez ca aceasta postare nu se adreseaza celor care nu concep o asemenea
masina fara suruburi cu bile si patine de sute de Euro. Se adreseaza celor care
sunt in faza de acumulare de cunostinte, de a vedea si compara ce a facut unul
si altul, de a pune in balanta avantajele si dezavantajele fiecarui model.
De asemenea, sper sa nu ofensez pe nimeni,
constructia unei astfel de masinarii inseamna multa munca, vointa, timp
deturnat de la alte activitati, disponibilitatea unei sume de bani deloc
neglijabile, si nu in ultimul rand abilitati mecanice, electronice, si o buna
„relatie de prietenie” cu calculatorul.
Va asigur insa ca odata contemplata prima
„opera” a masinii, satisfactia va fi infinit mai mare decat daca ati fi
cumparat o masina utraperformanta de 100000 de Euro!
Initial m-am gandit la o
imprimanta 3D. Pe urma am lasat-o intr-un plan mai indepartat, in ideea ca un
CNC este bun la o gama mai larga de prelucrari, inclusiv la realizarea de
circuite imprimate daca reuseam sa obtin o precizie decenta.
Gata cu literatura, sa incepem !
Componentele principale ale
unei astfel de masini sunt, nu neaparat in aceasta ordine, urmatoarele:
suruburile conducatoare, ghidajele, motoarele, cadrul, partea electronica.
Suruburile conducatoare au rolul de a
transforma miscarea de rotatie a motoarelor in miscare de translatie pe fiecare
axa in parte. In functie de buget, de la mare la mic, ele pot fi suruburi cu
bile, suruburi trapezoidale cu piulite din bronz sau dintr-un fel de material
plastic special, sau tije filetate, filet metric. Eu am adoptat aceasta din
urma solutie. Nu am folosit totusi tije galvanizate, ci tije din inox M12 cu
pas de 1.75 mm pe toate cele trei axe. Principala problema este jocul dintre surub
si piulita la inversarea sensului de rotatie ( backslash ). Pentru diminuarea
acestui joc am folosit o piulita secundara si un arc intre piulita principala
si cea secundara. Tensionarea arcului se stabileste empiric, facand un
compromis intre rezistenta la rotatie a surubului, si jocul obtinut. Trebuie
avut in vedere ca vor fi multe frecari la diversele componente, in afara de
frecarea principala dintre freza si piesa de prelucrat, deci nu trebuie sa va
sperie daca o axa nu se va misca „cu un deget”. In schitele de mai jos am
incercat sa ilustrez modul cum am prelucrat suruburile in vederea montarii
rulmentilor ( 9 mm diametru interior) si a cuplajelor elastice cu motoarele ( 8
mm la surub si 6.35 mm la axul motoarelor. De asemenea, o schita cu mecanismul
de reducere a jocului dintre piulita si surubul conducator.


Ghidajele sunt si ele de
diverse tipuri, de la patine speciale de precizie, axe calibrate si rulmenti
liniari, pana la constructii homemade cu rulmenti, role, etc. Eu personal am
folosit niste glisiere cu bile pentru mobilier. Ne este cea mai buna alegere,
daca ar fi sa mai construiesc o alta masina, cu siguranta nu as mai folosi asa
ceva. Nefiind construite pentru precizie, au joc destul de mare si a trebuit sa
folosesc patru bucati la fiecare axa, montate perpendicular doua cate doua,
pentru diminuarea jocurilor. A iesit cat de cat pana la urma, dar foarte
dificil de aliniat, de mentinut paralelismul celor patru elemente, de fapt opt,
patru fixe si patru mobile.
Motoarele sunt cele care pun masinaria in
miscare. La cat ma pricep eu, am habar de existenta a doua tipuri de motoare,
pas cu pas (stepper) si servomotoare. Motorul pas cu pas este controlat de un
circuit electronic, dupa un anume algoritm, iar la modul cel mai simplist, axul
lui se roteste cu un anumit unghi, precis definit la fiecare impuls. Motoarele
uzuale sunt cu 200 de pasi pe rotatie. In principiu, motoarele sunt cele mai
scumpe componente ale masinii. Trebuie facuta atent balanta intre buget si
cuplul motoarelor, deoarece din dorinta de a economisi o suta-doua de lei, se
poate compromite intreaga lucrare. Mai bine o „rectificare bugetara” decat sa
nu aiba putere suficienta, sa piarda pasi in anumite momente si sa compromita
piesa de prelucrat. Eu personal am folosit motoare NEMA 23 cu cuplul de 1.9 Nm.
Pana acum si-au facut bine datoria. Avantajul motoarelor pas cu pas este ca au
cuplu mare la turatie mica, practic de la zero, extrapoland, ar putea face o
rotatie completa intr-un an de zile, la cuplu maxim. Scaderea cuplului
intervine la turatii mai mari, sa zicem, 800-1000 rotatii pe minut. Se cam
incalzesc, mai ales daca stau pe loc, la anumite prelucrari unde o axa se misca
iar alta sta fixa, motorul de la axa fixa va fi fierbinte.
Servomotoarele sunt mai putin
raspandite in costructiile de amator, sunt mai greu de gasit, mai greu de
folosit. Sunt practic motoare electrice de curent continuu, care au un sistem
de traductoare optice sau magnetice care ofera un feedback asupra miscarii
rotorului. Marele avantaj este ca atunci cand se comanda o anumita miscare,
senzorii respectivi ofera confirmarea executiei comenzii. La motorul pas cu
pas, se trimite comanda si se spera ca motorul o va executa intocmai.
Cadrul este o coponenta foarte importanta, el
sustine toate celelalte componente, trebuie sa fie rigid, atent masurat,
unghiurile de 90 de grade sa fie de 90 de grade, suprafetele formate de
conturul cadrelor sa fie cat mai plane cu putinta. Axele trebuie sa fie cat mai
perpendiculare cu putinta. Masurati de mai multe ori, cu mai multe instrumente.
Cu o banala coala de hartie A4 se poate determina un unghi de 90 de grade mai
precis decat cu un echer ieftin, decalibrat. Eu personal am realizat cadrele de
pe axele X si Y din profil rectangular de fier cu latura de 30 mm si 3 mm „in
carne”. Axa lunga este Y iar cea scurta este X. Fireste, axa verticala este Z.

In imaginea de mai sus
este masina insailata provizoriu, sa vad cum se imbina piesele, ce freaca, ce
loveste, pe unde sunt jocuri, etc.

Aici este demontata, cu
majoritatea componentelor „etalate” pe jos, pregatite pentru mici retusuri,
finisare si vopsire.
Partea electronica incude tot
ceea ce este necesar pentru a pune motoarele in miscare, si nu numai. Una din
componente este driverul motorului. Driverul are doua functii principale, si
anume de a amplifica semnalele de nivel logic ( 0 – 5V ) primite de la logica
de comanda, in concordanta cu nevoia de putere a motorului, si de a transforma
impulsurile primite de la logica de comanda in secvente de curent/tensiune
aplicate bobinelor motorului.

Acesta este tipul de driver
pe care l-am folosit eu, imaginea este preluata de pe un site de vanzari. Acest
driver comanda 3 motoare, cu un curent de pana la 3.5 amperi. Pentru o racire
eficienta, eu i-am montat si un ventilator peste radiatorul de aluminiu. Dupa
parerea mea, acest driver poate comanda maximum motoare de tipul celor pe care
le-am folosit eu, pentru motoare mai puternice trebuie drivere care sa suporte
o tensiune de alimentare mai mare, si sa poata comanda un curent mai mare de
iesire, gen 4.5 A, 6 A, etc.
Ca si unitati logice de
comanda a driverului sunt mai multe posibilitati, la nivel de amator se
folosesc: platforma Arduino, Calculatorul Personal, si, mai putin raspandit,
platforma Raspberry Pi. Platforma Arduino are avantajul de a fi o solutie
freeware, functioneaza conectat la un calculator care ruleaza un program gen
Universal G-Code Sender. Pe arduino trebuie inslalat programul GRBL. Am
incercat si eu acesta varianta, a functionat, insa cu rezultate modeste, viteza
de lucru era mica, iar motoarele scoteau sunete neplacute, ce denotau o
functionare defectuoasa. Eu folosesc un laptop mai vechi (Dell D610 – Winows
XP) care are port paralel din constructie. Ca sa functioneze corect trebuie
modificat in BIOS, mecanismul ACPI trebuie setat ca si calculator desktop, nu
laptop. De asemenea se dezinstaleaza orice aplicatie care nu are legatura cu comanda CNC-ului. Programele de proiectare se vor instala pe alt calculator, in
general acestea cer resurse mai serioase. In orice caz, ideea este ca pe
calculatorul pe care ruleaza Mach3 ( atentie, este un software cu licenta,
costa cam 800 RON ), programul care comanda CNC-ul, nu trebuie sa se ruleze
nimic altceva, cel putin atat timp cat masina lucreaza. Orice blocare sau
„poticneala” a calculatorului duce la obtinerea unui rebut. Despre varianta cu
Raspberry Pi nu stiu prea multe, doar faptul ca unii oameni il folosesc in
combinatie cu Arduino, pentru a nu tine ocupat calculatorul ore intregi. Tot la
capitolul electronica trebuie sa amintim si sursele de alimentare, componente
destul de importante. Uzual se folosesc surse de 24 V, 36 V, 48 V sau chiar mai
mult la masinile mari cu motoare de peste 3 Nm. Eu folosesc doua surse
inseriate, una 12 V si una 24 V, deci in total 36 V. Curentul se considera de
la sursa de curent mai mic, in cazul meu 13 A. Daca se foloseste o asemenea
combinatie, trebuie mare atentie la inseriere, minusul este posibil sa fie la
carcasa, si atunci, printr-o atingere a carcaselor sau prin contactul de
protectie de la cablurile de alimentare se produce scurt-circuit.

Imaginea de mai sus
ilustreaza cum poate aparea un scurt-sircuit la inserierea a doua surse de
alimentare. Solutia este sa se izoleze cu atentie traseul de ” – ” al surselor,
de carcasa metalica a acesteia.
Tot la capitolul de echipamente electice si
electronice aferente unui dispozitiv CNC putem enumera diversi senzori pentru
stabilirea punctului zero, in special pe axa Z, limitatoarele de cursa pe cele
trei axe, butonul de oprire de urgenta ( E-STOP), diverse telecomenzi, camera
video pe axul frezei, etc.
Ar mai fi de spus cate ceva despre motorul de
frezare si despre prinderea piesei pe masa de lucru a masinii. Exista o mare
varietate de dispozitive de frezare, unele construite special pentru masini
CNC, altele pentru utilizare manuala, dar care se pot adapta cu usurinta la o
astfel de masina. In general, cu o masina constuita cu costuri reduse nu se pot
prelucra materiale „grele” gen feroase, cupru, aluminiu. Masina va fi portivita
pentru lemn, MDF, materiale plastice folosind freze bine ascutite, circuite
imprimate daca precizia o permite, gravari usoare in aluminiu, cupru, chiar
piatra.

In imaginea de mai sus este
partea din spate a mesei masinii in care am dat gauri de 9mm si am introdus
fortat + adeziv piulite lungi pentru surub de 6 mm. Pe partea opusa sunt gauri
de 6 mm prin care patrund suruburile cu care prind anumite piese. In imaginea
de la inceputul postarii, aceasta placa nu era gaurita, nu avea piulite.
Practic, masina este gata ! Partea complicata
abia acum incepe… Va trebui sa invatam sa comunicam cu masina, sa-i explicam ce
anume vrem de la ea.
Inainte de a incepe sa lucram
ceva "serios", va trebui sa testam cumva masina, intr-un mod cat mai
putin distructiv cu putinta, in cazul in care ceva merge prost. Cel mai la
indemana este sa adaptam cumva un creion, un pix, in locul frezei si sa
incercam sa desenam o forma oarecare. Se poate descarca de pe Internet un cod G
pe care sa-l folosim, sau se poate creea ceva "custom". Putem folosi
Inkscape pentru desenarea vectoriala. Este on software complex, si este free,
se pot face cu el toti pasii, pana la obtinerea "toolpath". Alt
program foarte bun, dupa parerea mea este ArtCam, se pot face multe lucruri cu
el. Pentru a "pacali' masina sa deseneze ceva facem un model si alegem din
meniu Toolpath > New 2D Toolpath > Profile. Alegem o adancime de
profilare de 1.5 - 2mm, Restul parametrilor nu prea conteaza, masina "nu
stie" ca noi in loc de freza avem un banal creion, si nu va conta ce freza
si ce fel de material alegem. Salvam codul G, il incarcam in Mach3, si aproape
gata. Zic aproape gata, pentru ca trebuie sa adaptam la masina un creion, un
pix, ceva, care sa permita o miscare a minei la apasare de 2-3 mm, pentru a
urmari neregularitatile suprafetei. La mine a iesit ceea ce se vede mai jos.

O posibila metoda de executare a circuitelor imprimate.
Eu folosesc utilitarul Autodesk Eagle cu ajutorul caruia proiectez schemele electronice si circuitele imprimate aferente. Varianta free limiteaza dimensiunea circuitului imprimat proiectat la 80 cm patrati, iar versiunile mai vechi permit chiar 100 cm patrati, suficient pentru a acoperi majoritatea circuitelor construite de amatori.

Exemplu de circuit imprimat proiectat in Eagle
Pentru a transforma proiectarea de mai sus in cod pentru "alimentarea" masinii, oameni entuziasti au scris diverse aplicatii. Eu folosesc "PCB-GCode". Acesta genereaza G-Code pentru izolarea traseelor ( etching ), pentru gauri (drilling), si pentru decuparea placii (milling).

Odata obtinute codurile pentru alimentarea masinii, putem trece la executarea cablajului. Sa mai avem putina rabdare insa, mai este un pas mic dar extrem de important. Adancimea la care vom executa "zgarieturile" pentru izolarea traseelor este de 0.1 - 0.15 mm ! In momentul cand vom fixa placa de circuit imprimat pe masa de lucru ea se va deforma in anumite locuri, de asemenea, masina noastra nu va fi perfecta si va avea ceva erori de aliniere, planeitate. In aceste conditii ne trebuie un instrument cu care sa masuram nivelmentul placii, si apoi sa corectam codul pentru "etching" cu rezultatele obtinute. Printre programele creeate pentru acest scop eu ma impac foarte bine cu "G-Code-Ripper".

Eu lucrez cu acest program in doi pasi, si anume: La pasul 1 incarc codul dorit stabilesc parametrii de adancime de masurare, numarul de puncte, viteza, etc, si salvez un cod doar pentru masurare. Incarc in Mach3 codul de masurare si incep rularea programului. Stabilesc numele fisierului de rezultate. Aici trebuie mentionat ca mai este neoie de un mic dispozitiv hardware cu ajutorul caruia Mach3 sa detecteze momentul cand varful frezei atinge suprafata circuitului imprimat.
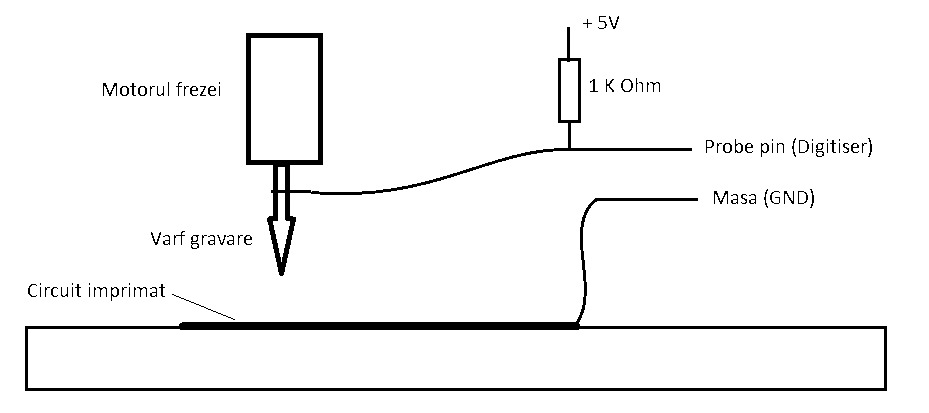
"Probe pin" este un semnal de intrare care ca si amplasament fizic depinde de electronica folosita, tipul de driver, de interfata intre calculator si drivere, etc. De asemenea trebuie configurat si in Mach3. Pentru tensiunea de 5 V eu am folosit un incarcator de telefon mobil scos din uz, Dupa finalizarea operatiunilor de "citire" a nivelmentului urmeaza pasul 2, si anume se incarca in G-Code-Ripper fisierul cu rezultatele masuratorilor, iar acesta face corectiile necesare. Salvam fisierul corectat si il incarcam in Mach3.

Ducem totul la zero, nu uitam sa scoatem firele cu care am facut masuratoarea, nu uitam sa pornim freza, dam "Cycle Start", si, cu putin noroc, obtinem:

Pare nitel cam complicat asa-i? Orice inceput e greu, totul este sa ne ne descurajam, si sa mergem inante. Am stricat cateva cablaje si freze pana sa obtin obiectul din imaginea de mai sus, asa este la inceput.
In incheierea articolului despre masina CNC va prezint cateva lucrari de factura mai artistica.

O piatra adusa la intamplare din Grecia a devenit dupa cateva ore de prelucrare, ceea ce se vede in figura de mai sus. Partea ce mai laborioasa a fost decuparea pe spatele pietrei a unei cavitati patrate in care sa intre mecanismul ceasului.

Lucrarea de mai sus reprezinta transpunerea in 3D a operei ( cam tot 3D ) a unei nepotele.

Aceasta este una dintre primele "taieturi" cu masina, este un copacel pentru ravase.
Inchei aici postarile legate de masina CNC, sper ca cineva sa fi gasit si ceva informatii utile, asa cum si eu, la randul meu, in faza de documentare, am gasit multe informatii utile pe la alti oameni.
In incheierea articolului despre masina CNC va prezint cateva lucrari de factura mai artistica.

O piatra adusa la intamplare din Grecia a devenit dupa cateva ore de prelucrare, ceea ce se vede in figura de mai sus. Partea ce mai laborioasa a fost decuparea pe spatele pietrei a unei cavitati patrate in care sa intre mecanismul ceasului.

Lucrarea de mai sus reprezinta transpunerea in 3D a operei ( cam tot 3D ) a unei nepotele.

Aceasta este una dintre primele "taieturi" cu masina, este un copacel pentru ravase.
Inchei aici postarile legate de masina CNC, sper ca cineva sa fi gasit si ceva informatii utile, asa cum si eu, la randul meu, in faza de documentare, am gasit multe informatii utile pe la alti oameni.


La ce preț aveți un aparat de sudură prin puncte mic.
RăspundețiȘtergereBuna seara, imi cer scuze pentru raspunsul foarte tardiv.
ȘtergereLucrurile pe care le-am prezentat, le-am facut pentru uzul meu personal, nu am timpul necesar si nici posibilitatea de a construi in vederea comercializarii. Am postat doar ca sursa de inspiratie pentru oamenii interesati. Multumesc pentru intelegere.
Lucrare executata de nota 10.
RăspundețiȘtergereAprecierea facuta de sing. X de70 ani.
Multumesc pentru apreciere. Cu oarece experienta acumulata din constructia si utilizarea acestei masini, am in plan ca intr-un viitor, sper nu foarte indepartat, sa construiesc o alta mai precisa si cu o suprafata de lucru ceva mai mare.
ȘtergereAcest comentariu a fost eliminat de administratorul blogului.
RăspundețiȘtergere